|
|
СТАТЬИ И ПУБЛИКАЦИИ |
 |
|
СМАЗКИ НОВОГО ПОКОЛЕНИЯ УЛУЧШАЮТ ОБРАБОТКУ ДАВЛЕНИЕМ СТАЛЕЙ ПОВЫШЕННОЙ ПРОЧНОСТИ
Brad Jeffery "Advanced lubricants improve high-strength steel forming"
Сайт http://www.thefabricator.com
Использование улучшенных сталей повышенной прочности (УСПП) и сверхвысокопрочных сталей (СВПС) в производстве более 60% деталей конструкции автомобилей изменило принципы, касающиеся поверхности инструмента, контроля температуры и трения, роботизации процессов и подготовки поверхности перед окрашиванием. Параметры стали повышенной прочности, такие как предел текучести, превышающий 550 МПа, повышенные температуры обработки, абразивность, упругое последействие, вызвали потребность в новых смазочных технологиях.

В статье «Прогрессивная технология смазки для сталей повышенной прочности» на сайте thefabricator.com описаны жидкости для сверхвысоких температур на основе высококонцентрированных полимеров (ВКП), которые подходят для использования в качестве смазочного материала при обработке различных марок сталей повышенной прочности. Дополнительные испытания в производственных условиях документально подтвердили успешность использования смазок на полимерной основе для производства деталей конструкции легковых и грузовых автомобилей 1 и 2 класса. Испытания, проведённые поставщиками инструмента, автоматики, средств для подготовки поверхности, показали, что прогрессивные технологии смазки играют значительную роль в достижении столь необходимой производительности и приносят прибыль производителям штампованных автокомпонентов.
Результаты испытаний в производственных условиях
Последние испытания, проведённые поставщиками комплектующих, показывают значительные улучшения производства и повышение качества только благодаря использованию иных смазочных материалов. Согласно данным этих компаний переход на смазки на полимерной основе показал значительное улучшение рабочих характеристик инструмента, а также повышение качества сварки, очистки деталей и окраски. В таблице представлены результаты 4 испытаний, проведённых ведущими производителями легковых и грузовых автомобилей.
| Область тестирования |
Деталь |
Предел текучести, МПа |
Процесс с использованием смазки на масляной основе |
Процесс с использованием смазки на полимерной основе |
| Очистка, покраска |
Поперечное ребро |
485-550 |
16.000 деталей в год (3%) забракованы из-за плохого прилипания краски |
150.000 деталей изготовлено с 0% брака |
| Сварка |
Кронштейн передней оси |
485-550 |
Остатки хлорпарафиновых масел после промывки вызвали нагар, шеллак, плохое качество покраски |
Устранён нагар после сварки, потенциально устранена мойка перед сваркой |
| Контроль качества |
Деталь подвески |
550-620 |
Расколы и слипание инструмента и детали при использовании сухой смазки |
Произведено 8500 деталей без образования сухой плёнки, уменьшения расколов и слипания |
| Покрытие инструмента |
Амортизационный блок подвески |
485-550 |
Покрытие инструмента из карбида титана стёрлось после изготовления 2000 деталей |
Покрытие инструмента хватает для изготовления 10.000 деталей |
Устойчивость покрытия инструмента связана с качеством смазки
Многие поставщики инструмента считают, что УСПП значительно усложняет выбор смазочного материала. Стив Чемберлен из Центра изучения термической диффузии говорит: «Термическая диффузия может устранять проблемы задиров и абразивного износа. Карбид ванадия, получаемый путём термической диффузии, образует износостойкую твёрдую поверхность, которая может значительно увеличить срок службы инструмента для формовки и глубокой вытяжки. Если смазка не может выдерживать повышенные температуры, абразивность и упрочняющие характеристики УСПП, данные достоинства поверхности могут вызывать риски. В рамках тенденции к уменьшению количества смазки и применению её в более растворённом виде, использование смазки, которая может удовлетворять требованиям обработки стали повышенной прочности, является исключительно важным для увеличения срока службы покрытия инструмента».
Традиционные цинковые покрытия, требуют максимальной эффективности наружной смазки. Вследствие повышенного предела текучести, прочности и упругости УСПП и СВПС для их обработки требуется значительно большее давление, чем для обработки низкоуглеродистых сталей. Более высокое давление вызывает более высокое трение, что предъявляет более высокие требования к смазке. Покрытия, выполненные с помощью термической диффузии и химического осаждения из паровой фазы хорошо зарекомендовали себя в пределах от 415 до 830 МПа, но и смазка также должна обеспечивать устойчивую защиту.
Некоторые наиболее современные покрытия обладают низким коэффициентом трения, поэтому они эффективны для уменьшения трения, возникающего на рабочей поверхности штампа, и продлевают срок его службы. Но они не устраняют нагрев, вызванный силами, необходимыми для обработки материала, поэтому рекомендуется использование наружной смазки для уменьшения температуры.
Скрытое влияние смазки на автоматизированные процессы и операции окраски
Данные лабораторных исследований показывают, что некоторые смазки могут оказывать значительное влияние на способность вакуумных присосок прилипать к стальной поверхности (см. рис.).

Решение проблемы избыточного количества смазки может проводиться несколькими способами. Например, с помощью использования более крупных рифлёных или рельефных вакуумных присосок, увеличения их количества, увеличения вакуумметрического давления или использования магнитов (см. рис.3). Для контроля риска потенциального скольжения могут быть установлены дополнительные щупы или датчики, однако всё это увеличивает стоимость и вес системы автоматической подачи листовой заготовки, что, в свою очередь, замедляет процесс работы. В идеале роботизированный процесс с использованием вакуумных присосок идёт лучше всего, когда слой смазки позволяет системе работать без каких-либо дополнительных средств контроля.
Использование масел на основе хлорпарафина для обработки УСПП может вызвать проблемы с качеством покраски. Достаточно трудно удалить хлорпарафины в процессе подготовки поверхности к покраске. Сварочные операции, проводимые перед очисткой и покраской поверхности, приводят к спеканию остатков парафина в шеллачное покрытие, которое ещё труднее удалить. Жидкости на полимерной основе не содержат масел и полностью растворимы в воде, они позволяют уменьшить брак при покраске, вызванный недостаточной очисткой.
ПОВЫШЕННЫЕ ТРЕБОВАНИЯ К ИНСТРУМЕНТУ ПРИ ОБРАБОТКЕ СТАЛЕЙ ПОВЫШЕННОЙ ПРОЧНОСТИ
Brad Jeffery "AHSS Tooling Requires Greater Protection"
Сайт http://www.thefabricator.com
При обработке давлением улучшенных сталей повышенной прочности (УСПП) инструмент подвергается экстремальному износу. Использование наиболее подходящей смазки помогает увеличить в разы срок службы инструмента.
 Так же как и корочка на конфетах M&M’s ломается от давления зубов, так и покрытие инструмента повреждается из-за высоких давлений при штамповке улучшенных сталей повышенной прочности.
Так же как и корочка на конфетах M&M’s ломается от давления зубов, так и покрытие инструмента повреждается из-за высоких давлений при штамповке улучшенных сталей повышенной прочности.
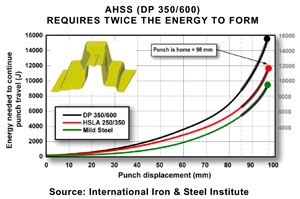
Поскольку для обработки УСПП требуется усилие почти в два раза больше (См. рис.1), а инструмент обладает меньшей износостойкостью и более высокой прочностью, чем инструмент для обработки других сталей, то может произойти преждевременный износ или появиться сколы покрытия инструмента, если отсутствует способ, позволяющий уменьшить напряжение при сжатии или растяжении. В большинстве случаев инструмент для штамповки автокомпонентов, имеющий покрытие, нанесённое методом физического или химического осаждения паров, требует досрочного восстановления покрытия, так как используемая смазка не соответствовала условиям обработки сталей повышенной прочности.
Уменьшение износостойкости в обмен на повышение прочности инструмента
Сила трения, возникающая между инструментом и обрабатываемым материалом, действует по всей поверхности контакта и вызывает адгезию (слипание) инструмента и обрабатываемого материала. Эта адгезия является основной причиной износа инструмента. Сопротивление стального инструмента адгезионному износу зависит от многих параметров, таких как: количество и размер карбидов, твердость, чистота поверхности.
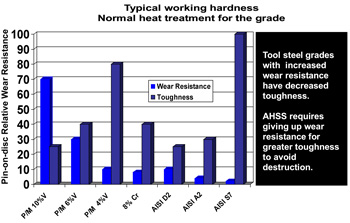
По мнению Эда Северсона, технического директора Bohler-Uddeholm: «Обработка давлением высокопрочных материалов вызывает высокие нагрузки на инструмент. Для предотвращения растрескивания инструмента требуется инструмент из высокопрочных материалов. Однако не существуют материалы, обладающие одновременно высокой прочностью и высокой износостойкостью (См. рис.2)».
«Высокопрочные инструментальные стали (например, AISI S7) обладают низкой износостойкостью. Для уменьшения износа инструмента обычно используются стали с высоким содержанием карбидов. К сожалению, высокое содержание карбидов уменьшает прочность инструмента, поэтому для обработки сталей высокой прочности необходимо использовать инструмент из сталей с более низким содержанием карбидов.
Поскольку в данном случае прочность более важна, чем износостойкость, необходимо подобрать смазку с высокой смазывающей способностью».
Смазочные жидкости для сверхвысоких температур
В статье «Смазки нового поколения улучшают обработку давлением сталей повышенной прочности» («Advanced lubricants improve high-strength steel forming») обсуждались различия между жидкостями для сверхвысоких давлений и сверхвысоких температур. В условиях высокой температуры или высокого давления масла для сверхвысоких давлений теряют свою вязкость и другие свойства.
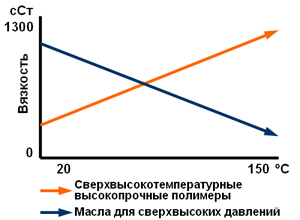
Из-за высокой силы трения при обработке давлением улучшенных сталей повышенной прочности требуется защитная плёнка для предотвращения преждевременного износа поверхности инструмента, как с покрытием, так и без покрытия. Большинство жидкостей, обычно применяемых для штамповки, разработаны для защиты холодной или горячей поверхности инструмента. При обработке сталей высокой прочности из-за повышения температуры масла теряют свои свойства, их вязкость уменьшается более чем на 200%. В результате этого происходят задиры и, в некоторых случаях, покрытие инструмента теряется полностью.
Некоторые наиболее современные масляные покрытия обладают низким коэффициентом трения, поэтому они эффективны для уменьшения трения, возникающего на рабочей поверхности штампа, и продлевают срок его службы. Но они не устраняют нагрев, вызванный силами, необходимыми для обработки материала, поэтому рекомендуется использование наружной смазки для уменьшения температуры.
Смазки, разработанные для сверхвысоких температур, образуют необходимую защитную плёнку между покрытием инструмента и обрабатываемой деталью, которая уменьшает величину силы сжатия и растяжения, которая приводит к повреждению поверхности инструмента.
|
 | Для того, чтобы купить безмасляные смазки для штамповки, глубокой вытяжки и гибки труб достаточно просто позвонить нам.
Контакты: тел.: 8 812 493-40-79 Доб.103 , моб.: +7 921 753 05 02, e-mail: verevitin@kemetcom.ru |
|
|










